




 已关闭
已关闭
 悬赏:0 金币
悬赏:0 金币
近年来随着我国轨道交通的快速发展,钢轨伤损这种情况已逐渐明显的加重。钢轨伤损不仅影响行车品质,甚至可能导致断轨,严重影响行车的稳定性和安全。因此,提高轨道交通钢轨使用寿命,已成为目前急需解决的问题。钢轨打磨是线路养护维修中的一种重要方法,也是用来提高钢轨寿命和使用性能的一种手段,经过大量实践和理论研究,都印证了这种措施的实用性和可靠性。钢轨打磨已得到国内外广泛的应用,并能有效提高轨道交通钢轨使用寿命。
2018年,一种全新的打磨技术被引入中国——曲面打磨,也叫切线打磨,它与传统的打磨最大的不同之处就是在于砂轮与钢轨在打磨时的接触位置:传统的打磨利用砂轮的轴向面,也就是平面与钢轨进行磨削(见图1),而曲面打磨则是利用砂轮的径向面,也就是圆周曲面与钢轨接触磨削。见图2,砂轮曲面与钢轨的纵向水平线相切,所以也叫切线打磨。
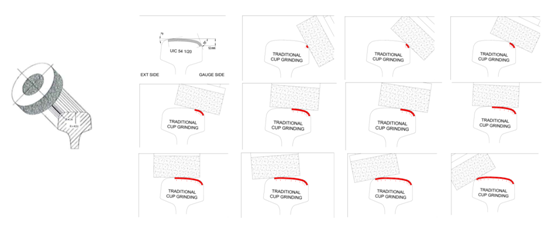
图1传统杯型打磨

图2曲面打磨
正是因为技术原理的巨大差异,所以与传统打磨技术相比,曲面打磨有着得天独厚的优势。下面以意大利MecnoService公司生产的MS-12S型(见图3)打磨车为基础,阐述曲面打磨的几个典型特点。

图3 MS-12S打磨车
一、 打磨质量的优越性。
曲面打磨原理利用砂轮“自锐”特征,使用砂轮打磨后形成的弧面,仅用4-5片砂轮便能完全覆盖钢轨表面,其中至少有2组砂轮是锁定在一个位置,因此在以下几个方面有着特别的优势:
1.横向廓形:弧面饱满,没有小平面,见下图4-1为曲面打磨后的形面,图4-2为传统杯型打磨后的形面。

图4-1曲面打磨后形面

图4-2 传统打磨后形面
2.纵向平顺度:有2组磨石设计在同一纵向平面,这对于处理焊接头和波磨效果良好。见图5-1及图5-2焊接头打磨处理前后对比。

图5-1

图5-2
3.粗糙度:见图6,打磨后钢轨表面粗糙度平均不到4μm。

图6 打磨粗糙度
二、 作业效率和能力的多变性:
该车设计一共有12个砂轮,每边6个,但如前面描述的那样,一般4-5片砂轮就能完全覆盖钢轨表面,实际上这取决于所选砂轮的厚度。该车另一特别之处就是,可根据钢轨的不同需求,使用硬度、厚度不一的砂轮。
1.打磨砂轮因地制宜,灵活组合:如不需修改廓形,则只用内外两片60mm厚的砂轮便能覆盖整个钢轨表面,完成一遍平均0.2mm左右的打磨量。而针对内侧有肥边的病害状况,可以设置25mm的砂轮专门用来高效削除病害。另外,如需打磨例如60N等在轨距角处磨削量大的廓形,可以使用35mm厚度的砂轮设置在该区域。总之,能根据不同的工况需要,设置不同的砂轮厚度组合,完成有针对性的打磨。
2.打磨遍数:鉴于砂轮的不同组合,最少一遍可以实现新轨预打磨,达到去除脱碳层的目的。而打磨量较大的廓形修复,一般6-8遍也能达到设计廓形。
3.作业速度:平均1-2km/h的作业速度,能在慢速的走行中观察打磨状况,及时调整打磨策略。这对于打磨道岔优势明显。
三、 无障碍设计的作业范围
鉴于曲面打磨的磨石设计,磨石在作业过程中不会干涉钢轨两边的各类设施,因此该打磨车几乎是无太多的障碍物影响作业,作业时不需要额外拆除钢轨两旁设备。
1.道岔:可打磨道岔的任何区域,包含尖轨、岔心位置,但为防止该区域的打磨影响道岔相关几何参数,在该区域打磨量控制较为谨慎,而曲尖轨和直尖轨的基本轨区段、曲基轨、直基轨区段,可以不受任何限制。
2.线路:线路中的各类设施,比如计轴器、自动润滑装置、护轨、人防门等,均不影响打磨作业。
3.槽型轨:普通轮对通过有轨电车专用的槽型轨时,轮缘厚度决定了通过道岔的安全系数。MecnoService曲面打磨车设计可置换轮对,在打磨槽型轨时使用较薄轮缘的轮对,能安全地在槽型轨上运行和作业。另外该车的曲面打磨设计也能轻易避开轨槽,从而轻易完成打磨作业。
4.极端线路状况:该车走行系统为机械传动,能在80‰的坡度上作业;另外该车较小的外形尺寸(长13962mm*宽2320mm*高2700mm)也能让它顺利通过20米的小半径弯道,对于城市轨道而言,这是非常重要的作业能力。
打磨实际效果分析:
根据引入该打磨技术的北京同和时代科技有限公司负责人介绍,在2018年,他们利用Mecno曲面打磨技术,一共在三种不同的场合下进行了打磨效果验证:
一是在川藏线成蒲段进行了道岔和站线新轨廓形打磨。成蒲段是川藏铁路的先导段,设计运营时速200km/h,按照铁路管理部门的要求,该区段道岔60D和60N两种高铁适用廓形,最大打磨量在轨距角区域达到1.3mm。该车作业8-10遍可达到60N设计廓形,并在后期运行中发现,打磨后的廓形对于预防道岔曲股早期侧磨和鱼鳞纹有着非常重要的作用。下图7是打磨后的道岔宏观状态,图8是打磨廓形对比。

图7 道岔打磨后
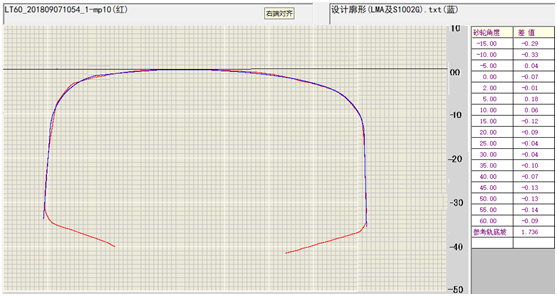
图8 打磨后廓形与设计廓形比对
二是在广州有轨电车海珠试验段进行槽型轨修复性打磨。广州有轨电车敷设在珠江边上,沿途经过两个高档住宅小区,因接头和波磨的原因导致轮轨接触噪声让居民抱怨。经过打磨后,轮轨关系改善明显,列车运行噪声最大降低了5分贝。图9是波磨打磨前后对比,图10噪声打磨前后测试结果。
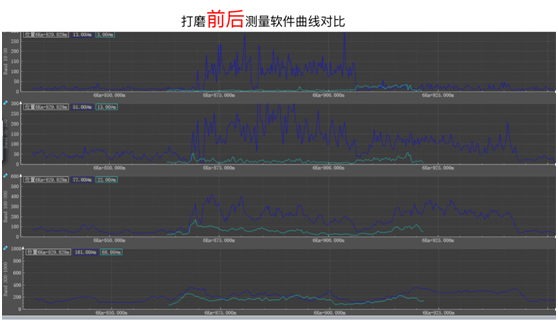
图9 波磨打磨前后数据(深蓝色为打磨前,亮青色为打磨后)
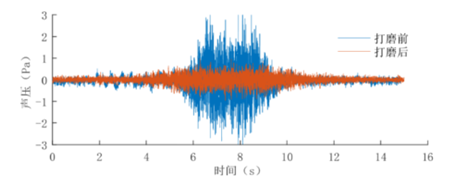
图10 打磨前后噪声测量值
三是在济南地铁R1线进行全线新轨预打磨。相关研究证明,新轨在开通前进行预打磨对钢轨,去除表面脱碳层和部分安装时造成的病害,能在后期运营中大大降低钢轨出现疲劳伤损的几率,尤其是微小裂纹、擦伤、焊接头不平顺等,能起到很好的消除作用。下图11为打磨线路后的宏观表面。

图11 济南地铁打磨后宏观形面
另外,该车设计能快速分解和组合,利用汽车运输至打磨地点(见图12),这对于打磨调度十分便利,尤其是城市地铁线路中,部分线路没有联络线,无法提高打磨车的利用率,该车的设计能很好地解决这一问题。

图12 曲面打磨车的快捷运输
在不同的场合和工况下,该车表现堪称完美,既能和传统打磨一样为钢轨的病害修理,延长钢轨寿命上表现卓越,又能在传统打磨受限区域发挥优势,填补技术空白。这将是未来打磨技术的先驱力量,为轨道交通行业的工务维保添砖加瓦,发光发热。


















Tel:(网站)021-51603532;(会议)021- 51603528 51603599;(报告、手机报) 021-51603532;(定制)13482147664;Fax:021-51603552












